
随着航空航天、汽车制造和高端消费电子等领域对轻量化材料的需求激增,碳纤维复合材料(CFRP)的应用日益广泛。然而,碳纤维构件成型后通常需要高精度的二次加工才能满足装配要求。在这一环节中
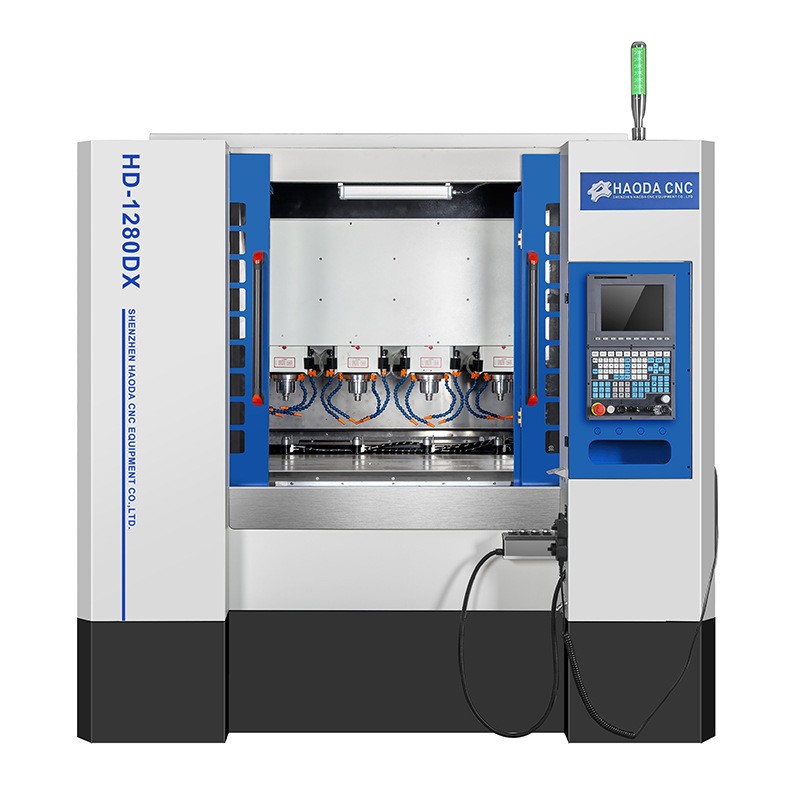
精雕机凭借其高转速、高刚性及精细化的控制系统,成为加工碳纤维制品的理想选择。但要实现高质量加工,不仅需要了解其优势,更必须掌握针对该特殊材料的工艺要点。
精雕机加工碳纤维的核心优势
高精度与优异的表面质量
碳纤维层压板在传统加工中极易出现分层、毛刺或纤维撕裂等缺陷。精雕机通常配备高转速主轴,转速可达24,000至60,000 RPM,通过采用微小的切削量进行加工,能够将公差控制在±0.005mm以内。
极高的线速度配合锋利的刀具,可以像“剪切”一样快速切断碳纤维丝,而不是将其拉扯出来,从而保持边缘的光洁度和材料的完整性。
应对复杂结构的能力
碳纤维部件往往具有复杂的曲面或异形槽孔。精雕机具备多维联动加工能力,能够实现3D曲面的精准成型。通过分层切割技术,设备可以采取渐进式切削,有效防止因应力瞬间释放而导致的层间剥离,
这对于无人机机身、精密医疗骨科器械等复杂零部件的加工至关重要。
低应力与材料保护
由于精雕机追求高速轻切削,在加工过程中对工件施加的机械力远小于传统铣削。这对于脆性特征明显的碳纤维材料尤为重要。切削力的降低不仅减少了材料内部的微裂纹风险,也显著降低了因摩擦产生
的热量。碳纤维树脂基体通常不耐高温,精雕机的高速切削特性配合微量润滑,能有效防止树脂高温软化或烧焦,从而保证材料性能。
必须注意的关键事项与挑战
尽管精雕机优势明显,但碳纤维具有很强的磨蚀性,且属于粉尘健康危害材料,加工时必须采取特殊策略。
严格的刀具选择与管理*
碳纤维的硬度极高,普通高速钢刀具在几分钟内就会重磨损。这是加工碳纤维最大的挑战。在精雕机应用中,必须选择金刚石涂层刀具或多晶钻石(PCD)刀具。研究表明,激光修整过的金刚石刀具具有
更锋利的刃口,能有效剪切碳纤维并减少毛刺,且成本约为专用菱形齿刀具的五分之一。加工时必须监控刀具磨损状态,刀具一旦变钝,必须立即更换,否则钝刀产生的拉扯力会直接导致工件分层报废。
粉尘防护与设备清洁
加工碳纤维产生的粉尘极其细微,不仅导电,还对人体呼吸道有害。这些粉尘一旦进入精雕机的导轨、丝杆或电主轴内部,会像研磨剂一样迅速磨损机械部件。因此,*雕机必须具备优良的密封性能,
并配套大功率的真空吸附或水帘除尘系统。许多专用碳纤维精雕机对床身进行了特殊密封处理,以防止粉末侵入,延长机床寿命。
装夹与辅助支撑策略
碳纤维板材通常较薄,且在切透时容易产生让刀或震颤。在批量加工薄板件时,仅靠虎钳夹持往往不够。实践表明,使用真空吸盘或者设计专用的定位工装是保证精度的关键。在钻孔或铣削轮廓时,
建议在工件背面垫上牺牲性的背板(如酚醛板或铝板),这可以防止钻头在出口处产生“爆裂”式的分层,这是航空航天级碳纤维加工中的标准操作。
艺参数优化
碳纤维的各向异性决定了其加工参数不能简单套用金属切削参数。建议采用“顺铣”策略(刀具旋转方向与进给方向一致),这有助于将纤维压向材料内部而非掀起。同时,采用小切深、高转速的配合,
保持每齿进给量适中,确保刀具是“切”断纤维而不是“磨”断纤维,以获得更光滑的切边。
精雕机在加工碳纤维复合材料方面具有高精度、高效率和高表面光洁度的显著优势,是实现碳纤维零部件精密成型的核心装备。然而,成功的关键在于构建一个包含专用金刚石刀具、高效除尘系统、
合理装夹方式及优化切削参数在内的综合工艺系统。只有充分解决刀具磨损与粉尘防护这两个核心痛点,才能充分发挥精雕机的潜能,制造出符合高标准的碳纤维产品。
上一篇:细小饰品加工的专业之选
下一篇:半导体行业的应用




 {/pboot:2if}
{/pboot:2if}
 {/pboot:2if}
{/pboot:2if}
 {/pboot:2if}
{/pboot:2if}
 {/pboot:2if}
{/pboot:2if}
 {/pboot:2if}
{/pboot:2if}

